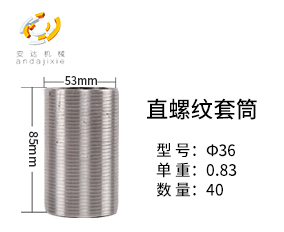
直螺紋套筒
- 詢價熱線:18632802355

專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
訂購電話:18632802355
直螺紋套筒的連接方法就是將待連接鋼筋端部的縱肋和橫肋用滾絲機采用切削的方法剝掉一部分,然后直接滾軋成普通直螺紋,用特制的直螺紋套筒連接起來,形成鋼筋的連接。
直螺紋鋼筋套筒價格:鋼筋套筒價格受鋼材影響較大,請聯系我們的工作人員給您最新的報價,我們專業鋼筋套筒生產企業,廠家直銷的價格。

螺紋鋼套筒規格φ16mm、φ18mm、φ20mm、φ22mm、φ25mm、φ28mm、φ32mm、φ36mm、φ40mm為常規格款式,我廠可以提供以上各種規格,以及鋼筋套筒連接機械設備。
剝肋滾壓直螺紋連接技術高效、便捷、快速的施工方法和節能降耗、提高效益、連接質量穩定可靠等優點得到了廣大施工單位和業主的青睞。是直螺紋連接技術的一種新型產品。
材料
a) 直螺紋套筒宜采用牌號為 45號的圓鋼或無縫鋼管制造,其機械性能、化學成分應符合GB/T 699、GB/T 8162 的規定。也可采用其它鋼材,其力學性能應符合相應國家或行業標準的規定,并經過型式檢驗確認。
b) 需要與結構中型鋼等鋼材焊接的套筒,其材料應滿足可焊性要求。
鋼筋直螺紋套筒安裝步驟及方法
1、鋼筋就位:將絲頭檢驗合格的鋼筋送到施工現場。
2、接頭擰緊:使用鋼筋直螺紋套筒 工作扳手將連接套筒擰緊。
3、標記:對已經擰緊的套筒作標記,與未擰緊的套筒區分開。
4、施工檢驗:對施工完的接頭進行的質量檢驗。
5、綁扎其它鋼筋。鋼筋直螺紋套筒在使用的時候一定要注意安裝的事項,這樣可以避免一些不必要的技術問題,從而影響鋼筋直螺紋套筒的質量問題。
采用直螺紋套筒用于建筑行業的幾點好處
1、在建筑工程行業使用鋼筋連接套筒可以大大降低材料的使用,而且操作簡便,不受鋼筋成份種類限制。 可提前預制,不占工期,加工效率高。
2、直螺紋套筒具有連接方便、快捷、簡單,施工不用電,風雨無阻,可全天候施工。
3、可連接橫、豎、斜向的HRB335、HRB400同徑或異徑鋼筋。
鋼筋直螺紋連接工藝綜合優勢比較強,不僅接頭連接強度高,穩定可靠,施工速度快,接頭綜合成本低,而且絲頭制作簡單,工人施工方便,深受廣大建筑、設計、施工、監理及質檢部門的歡迎。
隨著住宅產業、水利能源。工業、交通等設施建設的不斷發展,鋼筋混凝土結構的跨度和規模越來越大,大直徑鋼筋的使用日益增多,鋼筋機械連接工藝定將以其優越的性能、穩定的質量、方便的施工得到飛速發展并廣泛推廣。
全自動鋼筋滾絲機正反絲調試方法:正絲滾絲輪編號和墊片缺口方向為順時針方向。反絲滾絲輪編號和墊片缺口方向為逆時針方向。其看機頭是墊片結構還是偏心套結構。墊片結構:567號墊片調整成765,上下相對,順勢針。偏心套結構將偏心套轉180°。滾絲輪分123號將13號換位置,有反絲開關的,打到反絲位置。沒有反絲開關的將電…
直螺紋滾絲機不進絲或亂絲原因:(1)滾壓頭旋轉方向不正確。(2)滾壓頭規格與鋼筋不一致。(3)定位套順序不正確。(4)滾壓頭順序安裝是否正確;(5)滾輪,定位套損壞。直螺紋滾絲機操作過程1.接通電源,打開冷卻水閥門,按下正轉起動按鈕,即可轉動進給手柄,向工件方向進給實現切削,當剝肋長度達到要求時,剝肋刀…
鋼筋滾絲機的滾絲輪選擇什么樣的?熱處理后的滾絲輪的要求為硬度59-62HRC,變形量≤0.10mm,表面無腐蝕和脫碳。滾絲輪在擠壓過程中其螺紋面要承受反復交變的擠壓應力和一定的沖擊力,加上負荷的不斷變化及加工速度快,因此螺紋的表面容易產生疲勞,發生崩齒、磨損等。綜合考慮這些因素,對制造滾絲輪的材料要求如下:①合金…
小型直螺紋剝肋滾絲機價格是多少?衡水安達機械設備有限公司是專業生產滾絲機的廠家。現貨供應小型直螺紋剝肋滾絲機,可以加工16-40的鋼筋絲頭。鋼筋直螺紋滾絲機是一種多功能冷滾壓成形機床,各型號滾絲機均可徑向和軸向進給,滾絲機能在其滾壓力范圍內在冷態下對工件進行螺紋、直紋斜紋滾壓;直齒、斜齒及斜花鍵齒輪的滾…
版權所有:衡水安達機械設備有限公司
備案號:冀ICP備18022550號-3
地址:衡水市工業園區
全國服務熱線:18632802355
套絲機_鋼筋套絲機_鋼筋直螺紋滾絲機_鋼筋剝肋滾絲機_40型鋼筋滾絲機

咨詢報價
掃一掃